Why Use an Overhead Conveyor System in Industrial Applications?
- Share
- Issue Time
- May 21,2025



An overhead conveyor system is a mechanized track installed above the ground, typically suspended from the ceiling or support structures. It transports goods, parts, or materials along a predefined path using carriers, hooks, or trolleys. These systems are widely used in industries such as automotive, food processing, textiles, and logistics.
Key Components:
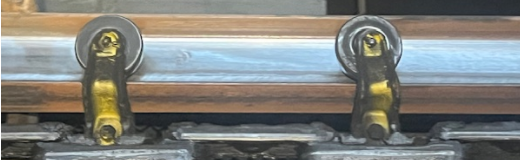
Track/Rail – The path along which the conveyor moves.
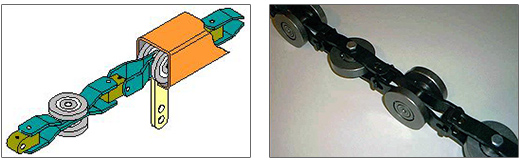
Trolleys/Carriers – Attachments that hold and transport items.
Drive System – Powers the movement (chain, belt, or motorized).
Controls & Automation – Manages speed, direction, and stops.
Types of Overhead Conveyors
Chain Conveyors – Durable and ideal for heavy loads (e.g., automotive assembly).
Monorail Systems – Single-track design for flexible routing.
Power & Free Conveyors – Allows independent stopping and movement of carriers.
Enclosed Track Conveyors – Protects the system from dust and debris.
Industry Spotlight: For businesses seeking high-quality, customizable overhead conveyors, Camvey offers robust solutions tailored to automotive, food, and industrial applications. Their systems emphasize energy efficiency, low maintenance, and smart automation – perfect for modern production lines.
Common Applications
Automotive Industry – Moving car parts through assembly lines.
Food Processing – Transporting meat, poultry, or packaged goods.
Warehousing – Sorting and distributing inventory.
Paint & Coating – Moving items through spray booths.
Overhead conveyor systems are a smart investment for industries looking to streamline operations. Companies like Camvey provide cutting-edge designs that integrate seamlessly with existing infrastructure while boosting productivity.